





Processing and process analysis of lifting drum assembly
TIME:2025-08-12 CLICK:6574

18738383636

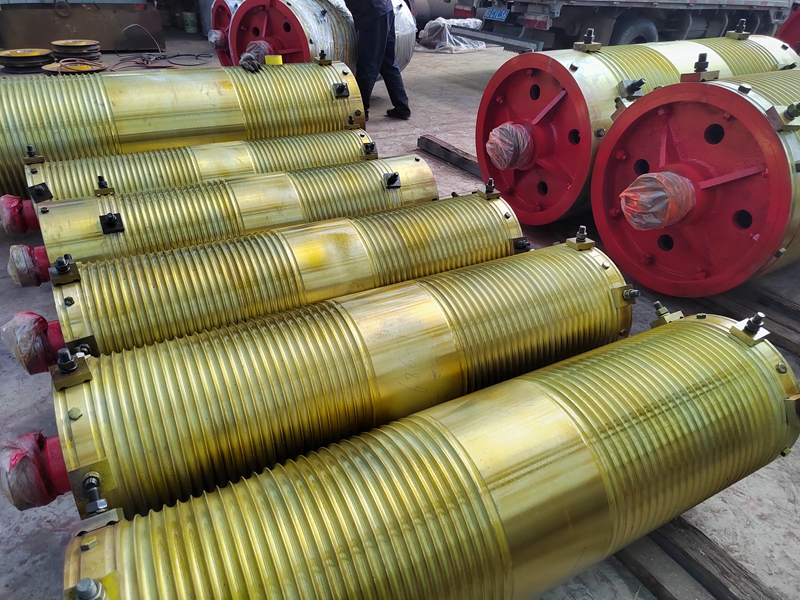
The drum assembly is an important component of lifting machinery equipment. The two most crucial steps in the processing of the drum are welding and lathe machining.
The welding process ensures the quality of the weld seam on the drum, as well as its strength and rigidity. Generally, after welding, UT and MT flaw detection are required to inspect the quality of the welding;
Lathe machining ensures that the dimensions and tolerances of the reel meet the requirements specified in the drawings and for product use.
For some other products, the plate thickness exceeds the rolling capacity of the plate bending machine, requiring the process of heating the steel plate before rolling. For plates with a diameter of around Ø400 and a thickness greater than 25, plates with a diameter of around Ø500 and a thickness greater than 35, and plates with a diameter of around Ø600 and a thickness greater than 40, all require hot rolling of steel plates.
Wire rope jumping
Cause analysis: Both poor wear resistance of the rope groove and design mismatch can lead to disordered rope arrangement. In severe cases, it may cause the steel wire rope to jump out of the groove, resulting in the scrapping of the entire drum.
Cut bolts
Cause analysis: The machining dimensions are not qualified, resulting in poor clearance fit of the gear disc, which is externally manifested as bolt shearing.
Cylinder deformation
Cause analysis: The unqualified thickness has led to deformation of the reel, posing a safety hazard.
National Sales Hotline
Address:No. 343, 3rd Floor, C2 Building, Smart Island Comprehensive Service Center, South Xindong Avenue, Hongqi District, Xinxiang City, Henan Province
Tel:
E-mail: